

“If you can’t measure it, you can’t improve it“
– Peter Drucker
As the above quote goes, Drucker represents his understanding as one cannot be certain to know how successful a process or a system is unless it is defined and tracked. With clear established methods or metrics one can quantify or adjust a process to achieve the desired outcome. Without measurement, the system is stuck in a constant state of trial and error. Thus, the chance of improvement is restricted.
This article helps to understand how cavity pressure can be measured and used to enhance the process of Injection Moulding.
History
The technology of using sensors for measuring pressure is not new and has varied applications in the automotive sector for monitoring air-fuel mixture, in the HVAC industry for refrigerant recovery and in the medical field for respiratory monitoring. In the field of injection moulding, sensor technology is being used from the 1960s.
It has however been in the last 10-12 years that the cavity pressure sensor got some limelight. Technological innovations encouraged more mould makers to deploy this technology. The wealth of information has been realized and applied to mould design and manufacturing, is growing in the mould building community. With the help of new sensor technology and solid modelling, sensors have gone from being delicate and difficult to install; to robust and straightforward.

(Source: kistler.com)
What are Cavity Pressure Sensors?
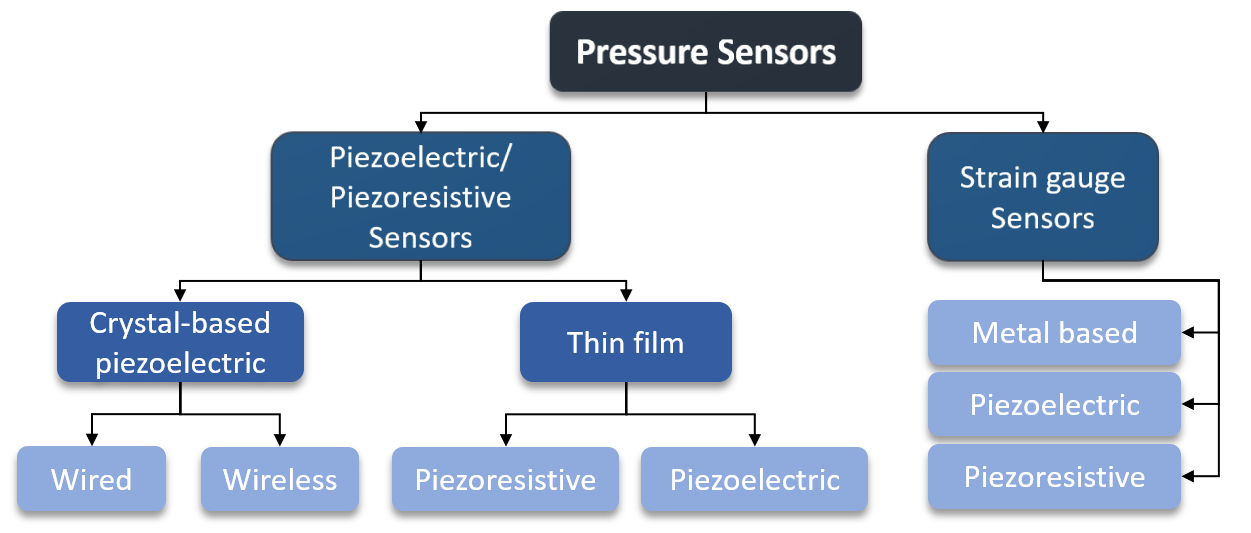
Cavity pressure sensors (fig. 1) are small cylindrical or disc-like pins of different diameters. The shape and size depending on the application to be used. They are classified as per the method of sensing pressure. The pressure is sensed by
- Mechanical deflection of a flexible membrane under a varying load.
- Using strain gauges, which measure the resistance of a folded wire deformed under pressure
- Piezoresistive or Piezoelectric effect
Among the above-mentioned types, the most commonly used cavity pressure sensors are piezoelectric sensors, piezoresistive sensors and strain gauges (fig 2).
How does it work?
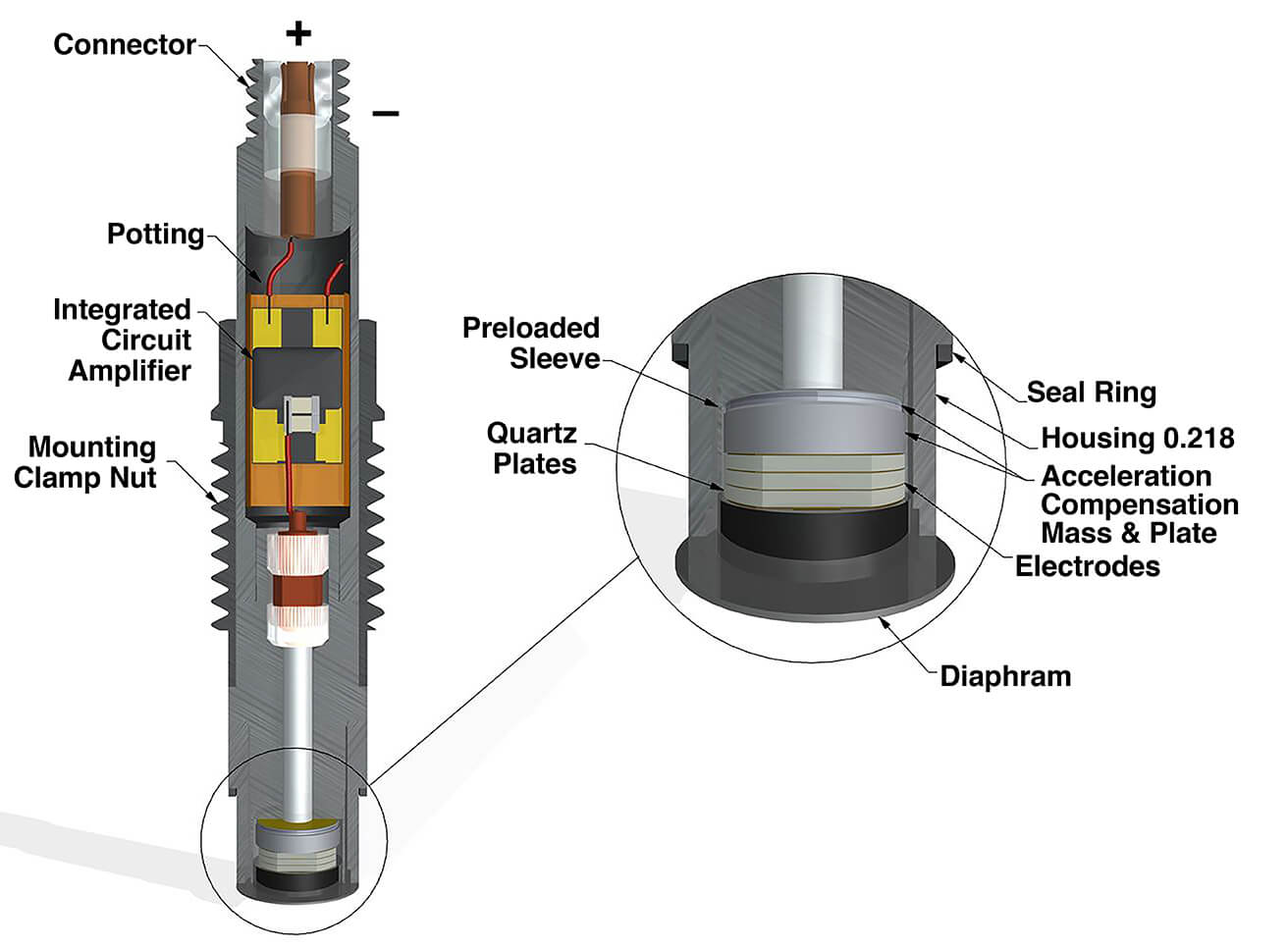
(Source: pcb.com)
Piezoelectric cavity pressure sensors make it possible to convert the pressure into a measurable charge. The sensors are equipped with high-precision quartz crystals mostly SiO2, which release a charge under the influence of pressure or force (fig 3).
This charge is amplified by a charge amplifier. This provides precise information about the cavity pressure in the mould. The ideal installation position in the mould depends on the application. For example, for general monitoring and process optimisation, the sensor is placed near the end of fill or on to the ejection side of the moulds from where the cavity pressure is sensed and later amplified to be shown in the display unit. If a specialised product is to be moulded, two cavity pressure sensors are placed inside each cavity to understand plastic behaviour inside the mould.
Benefits of Cavity pressure sensor
Mould Monitoring: By installing cavity pressure sensors in moulds, it is possible to gain precise information as to how the tool is performing under rigorous processing conditions like high injection pressure and varied cooling rate. Customized monitoring for individual cavities is also possible when using cavity pressure sensors.
Balance of Fill: While testing for cavity balance of the mould be it a new tool or old tool, multiple fill speeds can be checked to see if different shear rates change the balance of mould and to what effect.
Quality of parts: Using pressure sensors in continuous production run along with other additional units could help identify any process deviation at an early stage and in turn reject the defected part.
Process Data Transfer: Because we get a wide data range, we can style the viscosity curve to optimize the losses in the process. In this process, the major benefit, making the process independent of machine. This quick replication to any machine is possible.
Tool Design: A mould maker with access to cavity pressure data such as pressure drop in the HRS could help design first time right. Peak injection pressure inside the cavity can assist selection of mould material, gate’s location and its diameter.
Cost: Operational benefits such as running cost, reduction of bad parts, optimized cycle time, increased efficiency and good mould performance sums up to having profit to all the stakeholders.
Why using a single pressure sensor ineffective?
The major inhibition to effective monitoring of a mould using a single pressure sensor is the viscosity of plastic. The cavity which fills first senses relatively high pressure than the one which fills last. As we are aware plastic flows in the path of least resistance so once the first cavity is filled the pressure is distributed to other cavities where the fill has not reached yet. The problem occurs when the mould is large and has many cavities. At least 2 sensors are required placed on the heaviest and lightest cavity, as this would define the range of process graphs to be studied. Normally these sensors are placed near the end of fill or behind the ejector pins.
Case Study: Consider if you want to understand the plastic flow behaviour in an oddly shaped part cavity how will you do it? We at Efficient Innovations, a global technical mould management consultancy came across one such flip-top cap. The mould of this cap was unique because it had two pressure sensors in a single cavity. One sensor was near the gate point while the other was near the end of fill of same cavity.
Using two sensors helps understand the plastic rheology. Plastic rheology is the study of how stress in the material or force applied relates to the flow of plastic. Material behaviour is well understood in real-time from the cavity. Such developments help in meeting the requirements of texture and product qualities like surface distortions, strength and structure development.
Also, we have tests like viscosity test which can be done in a lab but cannot replicate variables and real-time conditions. However, using a pressure sensor in an IMM gives a precise window of data helping the designers to validate their mould flow simulation. The above-mentioned benefits were successfully adapted in this case for easy replication of process and its flow study.
-Article By
Vasu Vara
Project Engineer
We at Efficient provide a range of advisory and project management services to support the whole mould lifecycle of similar components. Our technical consultancy in various portfolios like Deodorants, Personal Care, Household, Oral care etc. provides enhanced results to our clients.
 Share
Share


